在金屬切削工具制造過程中,鋼鋸片的退火處理是決定產(chǎn)品性能的關(guān)鍵工序��。我司采用高頻退火機(jī)對鋼鋸片進(jìn)行處理����,通過精確控制熱處理參數(shù),系統(tǒng)性優(yōu)化材料屬性���,為后續(xù)加工與成品性能提供保障����。

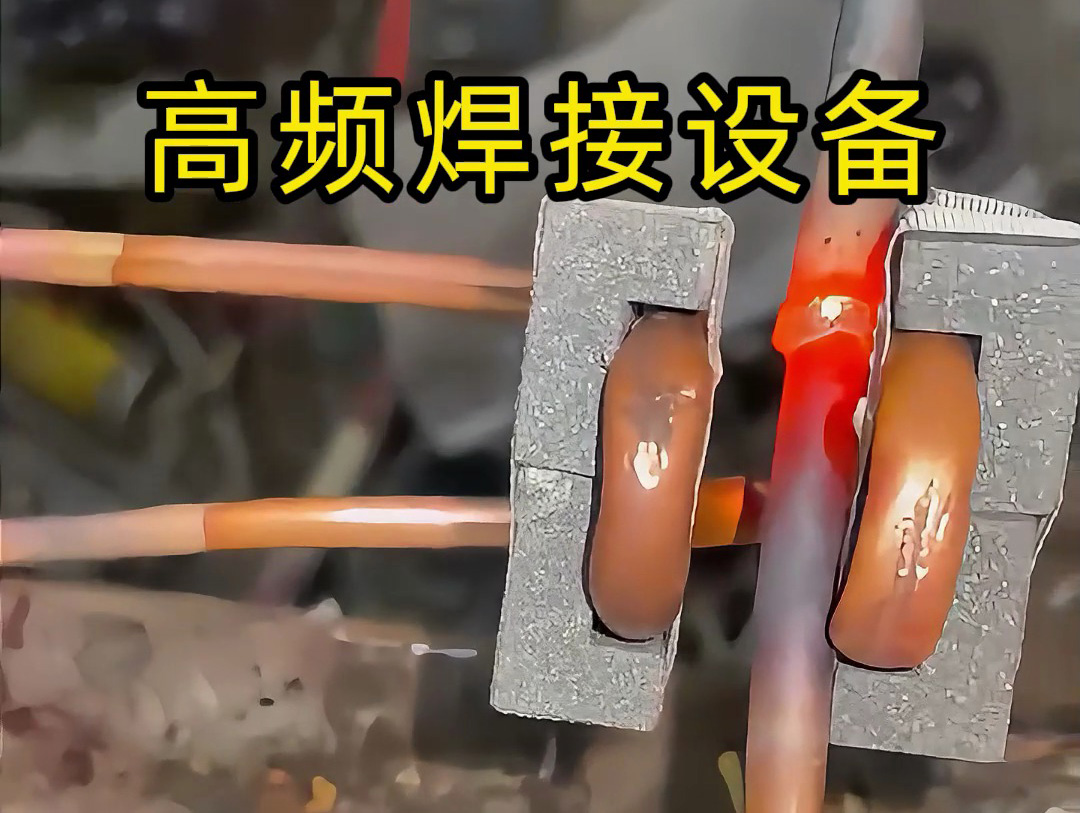
高頻退火機(jī)基于電磁感應(yīng)原理��,將電能轉(zhuǎn)化為高頻交變磁場,使鋸片在渦流效應(yīng)下快速升溫��。相較于傳統(tǒng)退火方式���,該設(shè)備能實(shí)現(xiàn)局部精準(zhǔn)加熱�,顯著縮短處理時(shí)間��。以 65Mn 材質(zhì)鋼鋸片為例�����,采用頻率 100KHz��、功率 30kW 的設(shè)備���,可在 30 秒內(nèi)將鋸片溫度提升至 680℃���,并通過閉環(huán)控制系統(tǒng)維持恒溫,確保退火效果的均勻性�。
工藝實(shí)施過程中�����,核心參數(shù)需嚴(yán)格把控��。加熱階段采用分段升溫策略:先以 50% 功率預(yù)熱至 400℃,再全功率升至目標(biāo)溫度���,避免因溫度驟變產(chǎn)生新的內(nèi)應(yīng)力��;保溫環(huán)節(jié)根據(jù)鋸片厚度調(diào)整時(shí)間����,2mm 厚鋸片保溫時(shí)長控制在 2 分鐘,確保組織充分轉(zhuǎn)變��;冷卻階段采用隨爐緩冷方式,以 10℃/min 的速率降至室溫��,防止熱應(yīng)力殘留。
經(jīng)高頻退火處理后,鋸片性能得到多維度優(yōu)化���。硬度測試顯示���,材料硬度從退火前的 HRC 45 降至 HB 220,便于后續(xù)齒形銑削���、研磨等加工��;夏比沖擊試驗(yàn)數(shù)據(jù)表明���,沖擊韌性提升 40%���,有效降低鋸切過程中的崩齒風(fēng)險(xiǎn);殘余應(yīng)力檢測結(jié)果顯示�,內(nèi)應(yīng)力消除率達(dá) 85% 以上����,鋸片平整度誤差控制在 ±0.05mm/m�,滿足高精度安裝要求��。此外,通過金相分析發(fā)現(xiàn)����,退火處理使鋸片組織從粗大珠光體轉(zhuǎn)變?yōu)榫鶆蜩F素體 + 珠光體,化學(xué)成分?jǐn)U散更充分����,批次間性能波動縮小����。
在生產(chǎn)效率方面�,高頻退火機(jī)單小時(shí)可處理 80-100 片鋼鋸片,較箱式電阻爐提升 2 倍產(chǎn)能���,且能耗降低 30%。設(shè)備支持多規(guī)格鋸片快速換型�,通過預(yù)設(shè)參數(shù)庫切換��,換型時(shí)間縮短至 5 分鐘內(nèi)���,適配小批量多品種生產(chǎn)需求���。
我司通過高頻退火工藝的持續(xù)優(yōu)化,實(shí)現(xiàn)了鋼鋸片質(zhì)量與生產(chǎn)效率的雙重提升�����,為下游機(jī)械加工�����、木材切割等行業(yè)提供性能穩(wěn)定的切削工具����。未來將繼續(xù)探索工藝參數(shù)優(yōu)化與設(shè)備升級����,進(jìn)一步提升產(chǎn)品綜合性能����。







 粵公網(wǎng)安備 44190002003728號
粵公網(wǎng)安備 44190002003728號
